L’atelier est donc séparé en deux par le magasin dont la longueur avec la séparation des activités de poinçonnage, ainsi que de pliage et de découpe laser de part et d’autres. Le magasin gère à la fois les tôles brutes et les encours, c’est à dire les pièces poinçonnées en attente d’opérations ultérieures. Il s’agit actuellement du plus grand magasin automatisé installé par
PRIMA POWER sur le marché français avec une longueur de 80 mètres (contre 50 initialement) pour 426 cassettes, ce qui permet une très grande souplesse pour le stockage et la manutention de nombreuses nuances et épaisseurs de tôles, ainsi que pour les encours.
Ce magasin utilise la première génération de la technologie développée par Prima Power pour ses magasins à tôles : «
Par rapport à la nouvelle génération de magasins, le wagon central installé chez Giennoise de Chaudronnerie fonctionne avec deux rails parallèles en bas au lieu d’un rail en haut et un rail en bas. De plus, sur cet ancien modèle, on lève la cassette. Sur les nouvelles générations, on la tire et l’installation ne doit donc plus supporter l’effet de levée. Cette dernière solution est beaucoup plus rapide. » précise Christophe Berquet, Directeur Commercial de Prima Power.
Pour Pierre Laurent, «
l’ancienneté de l’installation et les vitesses de déplacement inférieures ne sont nullement un handicap puisque les manipulations se font en temps masqué. » Par contre, il a été satisfait de la modularité de l’ensemble et des importantes possibilités d’évolution proposées par Prima Power qui ont permis de pérenniser un investissement qui est loin d’être anodin.
«
Nous ne livrons pas qu’un magasin » insiste Christophe Berquet « La partie logiciel est également fondamentale avec gestion intégrée du stock et de la queue de travail machine. »
A l’arrivée de la matière première, les opérateurs n’ont qu’à saisir la matière et l’épaisseur et le magasin la range automatiquement à un emplacement libre qui est mémorisé, sans autre intervention humaine. Les paquets de tôles, plus denses et donc plus lourds sont plutôt stockés en bas du magasin tandis que les encours, plus légers, le sont en haut.
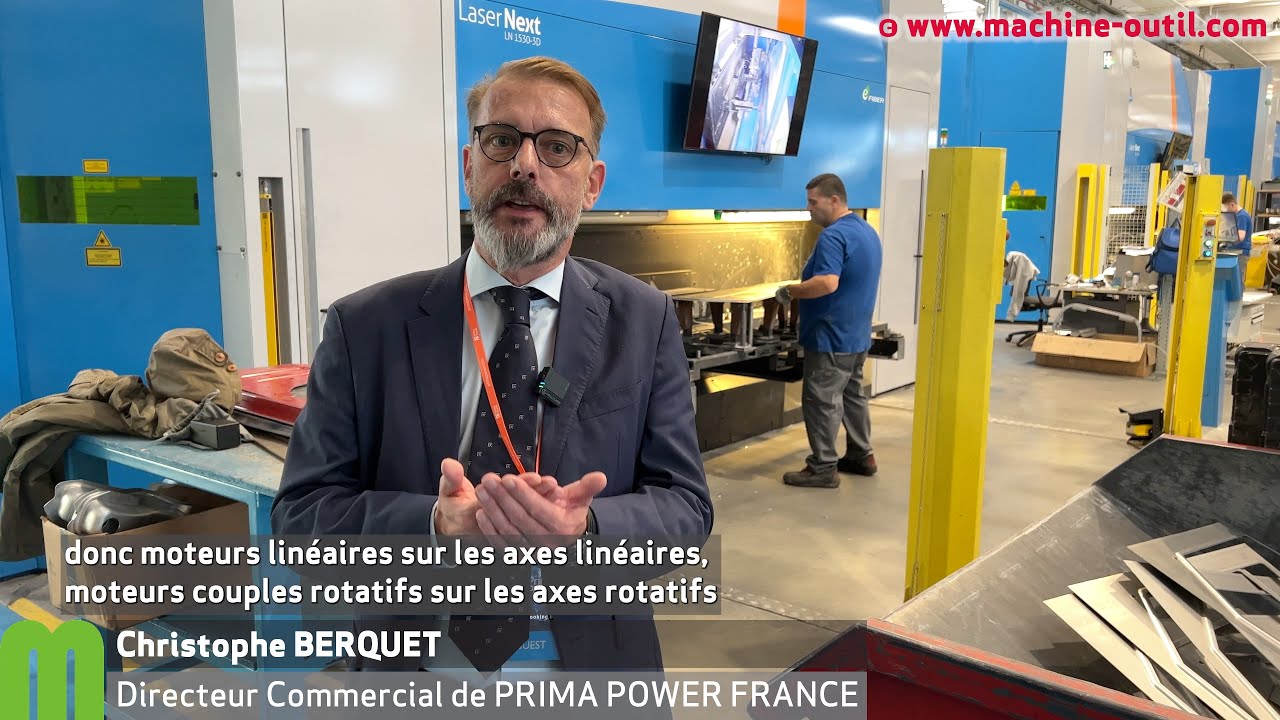
 Vue du magasin de l'autre côté avec des presses plieuses et une machine de découpe laser. (Photo Giennoise de Chaudronnerie)
Vue du magasin de l'autre côté avec des presses plieuses et une machine de découpe laser. (Photo Giennoise de Chaudronnerie)
De la même manière, pour la fabrication, les opérateurs sélectionnent les variétés de tôles nécessaires à la fabrication sans se préoccuper de leur emplacement. Le magasin alimente alors la machine disponible : la majorité des fabrications peut être réalisée sur l’une ou l’autre des machines. Il est bien loin le temps où l’entreprise faisait face à des changements de paquets de tôles qui prenaient de 10 à 30 minutes !
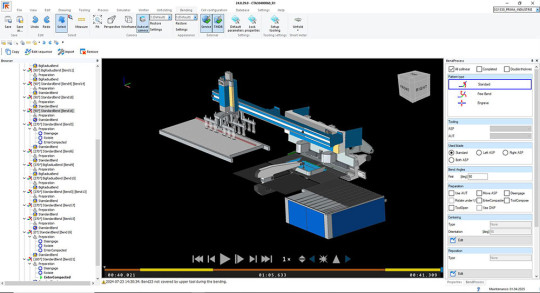
La magasin fait également office de serveur pour les programmes de fabrication des différentes machines : chaque machine est considérée comme une cellule et le magasin est l’esclave des différentes cellules. A partir des travaux à effectuer, les opérateurs dialoguent avec les machines au travers de listes de tâches à effectuer (par exemple changer un ou plusieurs outils à une heure spécifique avant le démarrage d’une nouvelle fabrication) avec une gestion fine des priorités identifiées par des codes couleurs. Il s’agit d’un logiciel développé en interne par Prima Power. Ce réseau est lui même connecté au réseau de l’entreprise qui héberge le logiciel de gestion de production et sert à la préparation des programmes machines.
Christophe Berquet résume les avantages de l’automatisation «
elle supprime les opérations à valeur ajoutée nulle (stockage de pièces, fabrication en excédent, opérations de reprises inutiles). De même, elle réduit les rebuts, l’occupation au sol, les stocks de matières. Enfin, elle simplifie l’organisation des tâches en sécurisant l’approvisionnement machine ainsi que l’évacuation des pièces et chutes. »
Gestion humaine de l’automatisation
D’expérience, Pierre Laurent reconnait que «
l’automatisation génère deux types de peurs chez les opérateurs : la crainte de perdre son emploi et l’angoisse de ne pas savoir maîtriser un outil complexe. Dans le premier cas, il faut comprendre que l’automatisation ne prend pas le travail, elle soulage le personnel des tâches pénibles. Les victimes du second type de peur se cachent souvent derrière la première. Il est donc nécessaire, surtout en cas de saut technologique, de tenir le personnel au courant de l’évolution du dossier en amont pour montrer que les nouveautés apportent une valorisation du travail. »
Sylvain Huteau, Directeur Technique à la Giennoise de Chaudronnerie remarque que les investissements réguliers réalisés dans l’entreprise ont créé un climat favorable aux évolutions parmi les équipes.
 De gauche à droite : Pierre Laurent, Sylvain Huteau et Christophe Berquet. (Photo BG)
De gauche à droite : Pierre Laurent, Sylvain Huteau et Christophe Berquet. (Photo BG)
Accès aux autres parties :
Flexibilité et modularité avec Prima Power, chez Giennoise de Chaudronnerie - partie 1
Prima Power, Giennoise de Chaudronnerie : le combiné poinçonnage laser fibre - partie 3
Prima Power, Giennoise de Chaudronnerie : réactivité et qualité - partie 4